办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

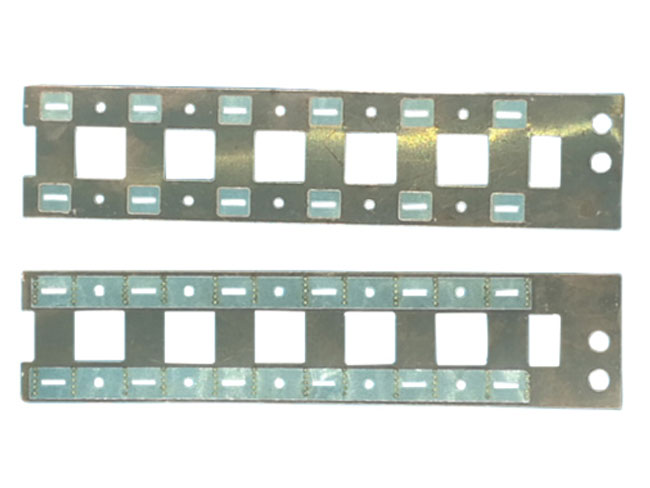
五金冲压件凹凸的原因主要是由于灰尘或铁屑粘附到原材料或模具的外观上,这使产品的外观降低并且生产率大大降低。那么我们如何避免这个问题呢?下面的文章根据实际情况总结了以下五种降低五金冲压件凹凸的方法。

降低五金冲压件凹凸的5大方法:
1.拉延模的检查和修正:拉延模具需要定期检查和维护,以减少凹凸现象的发生并保持稳定状态。通常的做法是使用样品检查压边圈的粘合划伤和加工面(凹模圆角、凸模圆角)的情况。
2.剪切模具的检查和校正:剪切过程后发生凹凸的原因是剪切过程中会产生铁粉,因此在冲压之前必须观察铁粉以避免凹凸的发生。
3.适当的机械手速度:对于半自动拉延模生产,当拉延凸模位于下模位置且机械手速度较快时,毛刺会落在凸模上部,从而导致凸凹。为了避免这个问题,我们可以在生产前做制件的出料试验,并合理设置机械手的速度和出料角度,以使其不接触制件和下模。
4.检查横截面:截断卷料时,切割模具的磨损和损坏将导致大量细小的铁粉粘附在切割刃上,因此,有必要在冲压生产之前检查材料区域或冲压线检查二重截断面,以及时清洗板料去除毛刺。
5.板料清洗装置的检查:在冲压生产之前必须同时检查和修整,以使其更有效地清洁板材,这也是非常需要的,并且还要注意辊子和清洁油的质量。详细的方法是在钢板上涂上红色油漆使其颠末清洗安顿,当前检查红漆被撤消的前因形状。如果去除率不符合标准,则必须检查和修整清洁,清洗油缺少时必需及时削减。
掌握好五金冲压件不平整的五种主要方法,可以最大程度地避免五金冲压件的缺陷,产生次品。

禾聚二维码
东莞市禾聚精密电子科技有限公司

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边
Copyright©2019 粤ICP备11004908号 东莞市禾聚精密电子科技有限公司 技术支持:竞争力网络
![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除


 在线咨询
在线咨询