办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

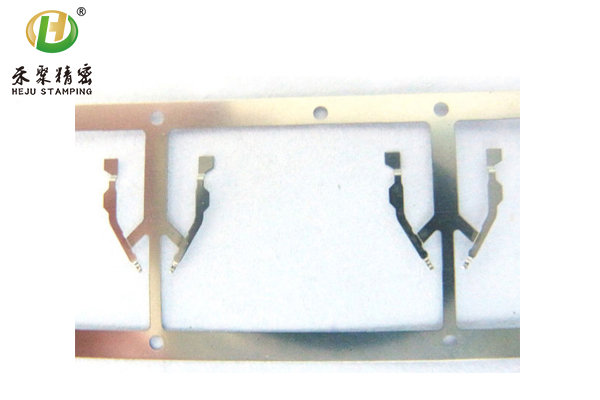
相信各位朋友都有发现,在冲压时五金冲压件会产生凹弧面的情况,这个问题让很多人都困扰着,针对这一问题,禾聚精密就根据多年来的生产管理经验来为大家分析一下五金冲压件出现凹形圆弧面的原因及解决办法。
五金冲压件

一、冲压五金冲压件时,胚料受到冲头工作压力时,会产生延展性翘曲及凹弧面,若间隙适中,要及时进行剪裂,便会消除延展性翘曲,但间隙偏大时,毛坯在刃口处所受弯曲与拉伸严重,剪裂推迟进行,翘曲得不到消除而遗留在五金冲压件上成为凹形圆弧面。
当膜片偏小时,因落入凹模孔内的五金冲压件尺寸大于孔尺寸,工件受到挤压发生翘曲,形成凹形圆弧面。消除的方法是在冲压模上设压边装置(如弹压卸料板)及弹性顶料装置抑制弹性翘曲,当间隙小时修整冲压间隙可消除五金冲压件的凹形圆弧面。
二、五金冲压件形状复杂时,工件周围冲压压力不均匀会导致工件翘曲,解决办法是增加压边力即可。
五金冲压件

三、凹模孔直壁段有倒锥形或顶料板与工件接触面积小,导致工件弧面凹陷。排除方法是修复模具型腔壁倒锥,更换顶料板。
四、当模具与五金冲压件之间有油、空气或杂物等杂质时,五金冲压件也会发生弯曲,特别是薄而软的零件,消除这个问题的方法就是注意加强清洁,当有空气时,可以在模具上设计通气孔。

禾聚二维码
东莞市禾聚精密电子科技有限公司

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边
Copyright©2019 粤ICP备11004908号 东莞市禾聚精密电子科技有限公司 技术支持:竞争力网络
![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除


 在线咨询
在线咨询