办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

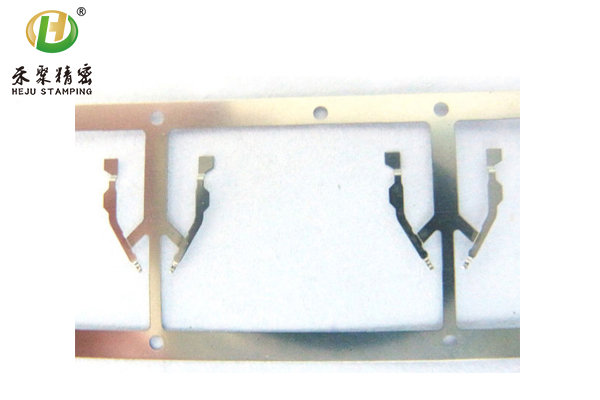
连续冲压模具是五金冲压件冲压所需的一个过程,工件被安排在同一个模具中进行冲压。连续模中使用的金属材料经过轧制被送料器等送到模具中的独立工序进行冲压加工。连续模中的加工工序包括落料、切割、切边、切舌、切割、扩口、冲孔、冲孔等。通常,模具中的带区域和将每个过程的半成品连接到成品的部分统称为料带,那么五金冲压件加工中连续模带料的形式有哪些?
五金冲压件

双独立带料式:这个方式是为了节省材料而设计的,将两个五金冲压件对排列,达到节省材料的目的,将不同的五金冲压件各排列一侧同时进行冲压,运用在冲压不同的工件时要同时有相同需求数量的,才能用这种方式。
双侧带料式:主要用于复杂、不易弯曲、材料较宽、输送带输送时易变形、尺寸较大的五金冲压件,没有必要使用单侧带料,这时就可以选择双侧带料。
双料带式:由双侧带料方式演变而来,作用是节约材料。使用这种方式有一个要求,就是工件必须同时有相同的需求数量,这样才能使用这种方式。
五金冲压件

单侧带料式:广泛用于连接器端子和相对较小的五金冲压件。
中间带料式:用于要求较低的五金冲压件,可提高材料利用率。
以上的“双独立带料式、双侧带料式、双料带式、单侧带料式、 中间带料式”这些方式就是五金冲压件连续模的料带方式了,这些都是禾聚精密冲压加工厂常用的几种方式,你们还有更好的五金冲压件连续模料带方式嘛?

禾聚二维码
东莞市禾聚精密电子科技有限公司

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边
Copyright©2019 粤ICP备11004908号 东莞市禾聚精密电子科技有限公司 技术支持:竞争力网络
![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除


 在线咨询
在线咨询