办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

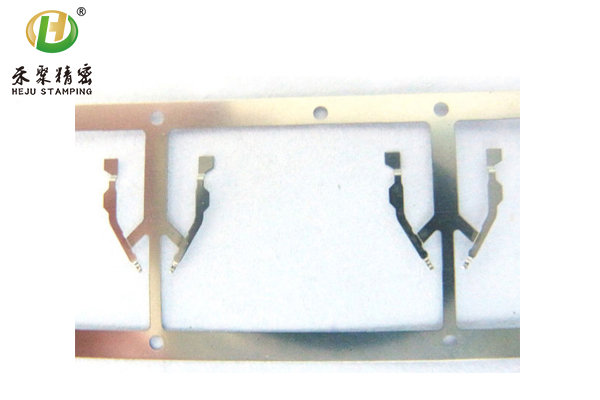
咱们冲压弹片类模具是采用的高速冲床,这种冲床我们应该知道它是比较危险的。一旦出现问题,不只损害模具和弹片,并且会危及工作人员的人身安全。所以小编在这里给我们说下要留意的一些地方,希望看到的朋友们多加留意,也可以转发让更多的朋友看到,提醒他们在操作这种高速冲床的时分要留意安全。

1、我们在拉动弹片类模具之前必须要确定模具进料口的料带托板已经松掉并且拿走。
2、为了便于安装和稍微的调整,我们可以把铰链孔的位置,把孔冲成长圆的样式。
3、如果弹片类模具拉不动的话,可以两个人一个往外拉,另外一人往后推;也可以用抬模螺丝转进下模座的螺孔,然后双手一起向上抬起弹片类模具点后拉出来。(这里一定不能两个人都往后推,把弹片类模具推出平台)。
4、在弹片类模具拉离冲床的时候,我们要控制模具车的速度,转弯时不能太急,太急会导致冲床或冲床隔音罩被导料板、材料托板挂住,对弹片类模具造成损坏或者滑落。
5、弹片类模具正常停机,绝对不能把模具停在下死点上,这样会降低模内弹簧的使用寿命;而是要把模具寸动转至导引针,进入料带圆孔内,以防没有气压的时候送料机不夹持材料而造成的材料后退导致的缠带。
6、装铰链的孔必须要酌量铰链和门架间的缝隙,因为对于同心度的要求是很高的,所以三个铰链的焊接位置很紧要,小编以为,在冲装铰链孔的时候,要多冲两个孔来定位铰链。
7、在弹片类模具下模后把冲床主机和其它没在使用的电源关掉,以免浪费资源。
好了,关于弹片类模具在冲压时要注意的事项就说到这里,不知道大家有没有了解呢,如果有问题可以咨询禾聚哦!

禾聚二维码
东莞市禾聚精密电子科技有限公司

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边
Copyright©2019 粤ICP备11004908号 东莞市禾聚精密电子科技有限公司 技术支持:竞争力网络
![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除


 在线咨询
在线咨询