办厂14年,从业30年,一生专注精密冲压件定制
集100人工匠精神,创精密冲压定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,创精密冲压定制100年品牌
156-2688-6777
0769-81690631

禾聚精密偷偷告诉你,在开始进行设计五金冲压件结构前首先注重一些问题,对设计方案将会有事半功倍的效果哦,接下来就由禾聚精密冲压加工厂来告诉你五金冲压件进行结构设计时该注意什么问题吧。
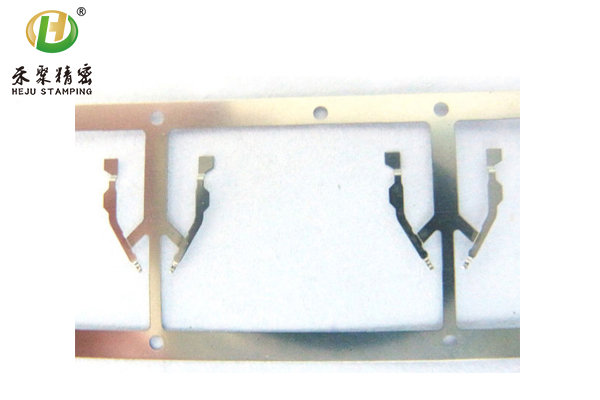
五金冲压件

下料五金冲压件在设计时应注意节约材料,合理设计其形状更有利于材料的节约,还要避免尖角,五金冲压件如果有细长的尖角,很容易出现飞边或塌角。下料五金冲压件结构设计不宜过窄,开口槽也不宜过窄,过窄会造成模具制造困难,使用寿命短。圆弧和过渡边不应相切,节省金属材料,避免咬边。
在设计切口五金冲压件结构时,主切口应具有一定的斜度,以避免工件从模具中退出时舌片与模具内壁之间的摩擦。
在弯曲五金冲压件的结构设计中,要注意弯曲处的缺口。窄料小半径弯曲时,为防止弯曲变宽,应在工件弯曲处设计缺口。要预有冲牙槽,弯曲带孔的五金冲压件。局部弯曲时,可以预冲防裂槽或向外移动弯曲线,防止接合处撕裂。形状应对称,弯曲部分的形状应尽可能对称,使工件上的应力能均匀地达到预定尺寸。毛坯形状要简单,工件的形状有利于简化展开金属材料的形状。预切弯曲部分,防止弯曲部分起皱。增加轴承孔的刚性,为了保证弯曲后的轴承孔,在弯曲过程中轴承孔的短边会被翻出来。
五金冲压件

拉伸五金冲压件结构设计最好要简单对称,圆柱形、圆锥形、球形、非旋转体、空间曲面成形难度会一次性增大。法兰宽度应一致,否则会难以拉伸,需要增加工序和消耗大量材料。法兰直径也不能太大,不然五金冲压件也会很难拉伸。

禾聚二维码
东莞市禾聚精密电子科技有限公司

电话:156-2688-6777

传真:0769-81697092

邮箱:hst@cnstamping.com

QQ:1164615314

公司地址:东莞市沙田镇稔洲村培后围小组渡轮路边
Copyright©2019 粤ICP备11004908号 东莞市禾聚精密电子科技有限公司 技术支持:竞争力网络
![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除


 在线咨询
在线咨询